In modern audio systems, the performance of power amplifier integrated circuits (ICs) has a crucial impact on sound quality. As an important base for China's electronic information industry, Hangzhou has many professional and price-competitive electronic component suppliers. At the same time, Hangzhou Hezhan Technology Company is engaged in circuit PCBA (Printed Circuit Board Assembly) design and optimization of audio amplifier integrated circuit PCB boards. With profound technical accumulation and rich practical experience, its advantages in the audio industry are even more obvious.
Circuit design principle:
The design of the audio amplifier integrated circuit PCB board follows the principles of electromagnetic compatibility (EMC) and signal integrity (SI) to ensure the purity and stability of the audio signal during transmission and amplification. The design takes into account power management, thermal management, noise suppression and other aspects to achieve high-fidelity (Hi-Fi) audio output and low distortion.
Integrated circuit (IC) selection and layout:
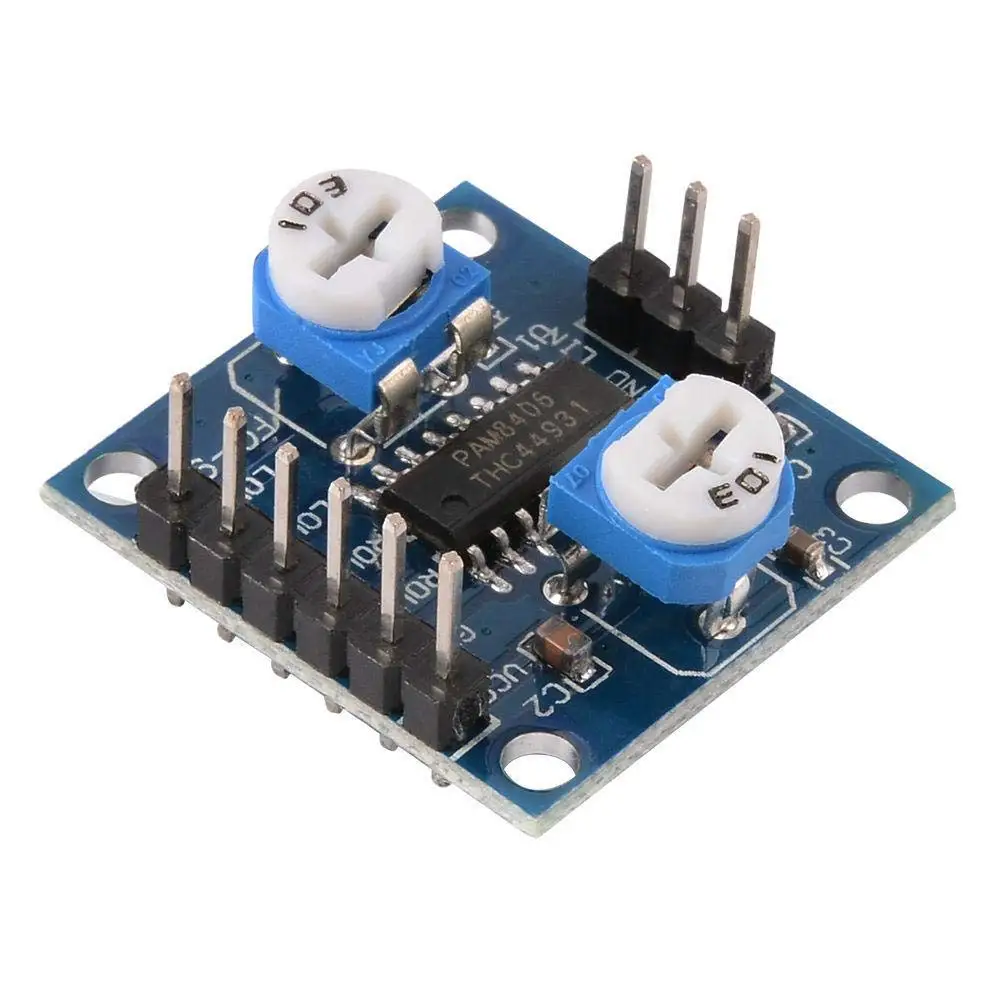
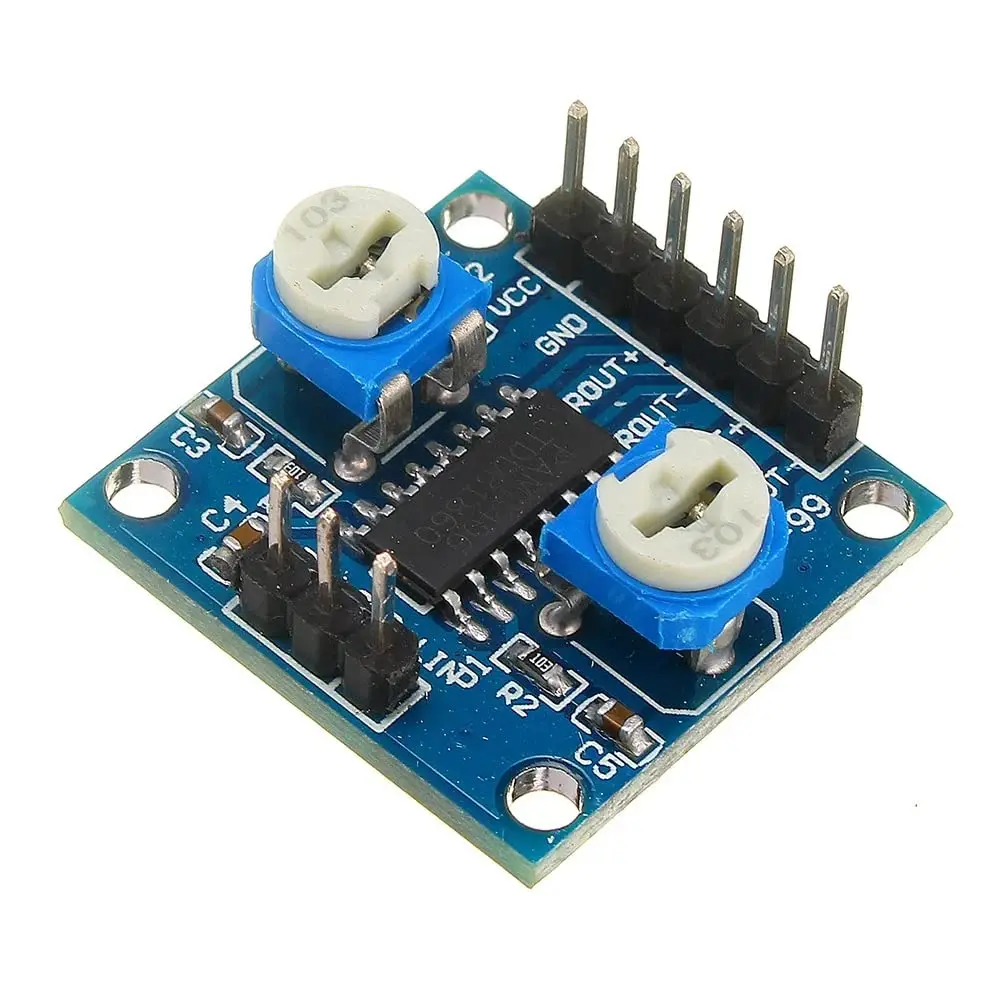
According to the performance requirements of the sound system, select an appropriate power amplifier IC, such as Class D or Class AB type, to balance efficiency and sound quality. In PCB layout, IC placement and trace design need to be optimized to reduce signal path length and electromagnetic interference (EMI) and improve the overall performance of the circuit.
Power and ground design:
The power supply design needs to ensure a stable voltage supply and sufficient current carrying capacity to support the operation of the power amplifier IC. The ground wire design needs to adopt a multi-point grounding strategy to reduce ground loop noise and achieve effective signal shielding through reasonable ground wire layout.
Thermal management strategy:
Considering that the power amplifier IC will generate heat during operation, the design of the PCB board must include effective thermal management measures, such as heat dissipation copper, thermal holes and heat dissipation channels. When necessary, an external radiator or fan can be combined to ensure that the IC operates within a safe temperature range and avoid thermal damage.
Noise suppression and signal protection:
In PCB board design, components and technologies such as decoupling capacitors, ferrite beads, and shielding layers are used to suppress power supply noise and EMI and protect audio signals from interference. At the same time, through reasonable wiring and stacked structure design, effective isolation of signal lines, power lines, and ground lines is achieved to reduce crosstalk and cross-coupling.
Testing and verification:
After the design is completed, circuit simulation and signal integrity analysis are performed through simulation software to predict the performance of the circuit under actual working conditions. The manufactured PCBA samples need to undergo rigorous testing, including audio analysis, power supply stability testing and long-term running testing to verify the reliability and sound quality performance of the design.


|
SMT project
|
Sample(less than 20pcs)
|
Small and medium batch
|
||||
|
Maximum card board
|
No size limit
|
L50*W50mm-L510*460mm
|
||||
|
maximum plank
|
No size limit
|
3mm
|
||||
|
minimum plank
|
No size limit
|
0.2mm
|
||||
|
Minimum chip component
|
01005 package and above
|
150mm*150mm
|
||||
|
Maximum chip component
|
No size limit
|
Maximum component placement accuracy 100FP
|
||||
|
Minimum lead part spacing
|
0.3mm
|
0.3mm
|
||||
|
SMT capability
|
50-100 models
|
3-4 million points/day
|
||||
|
DIP plug-in capabilities
|
100,000 points/day
|
|||||



Our friendly team would love to hear from you!

Copyright © Zhejiang Mailin Electronic Technology Co., Ltd. All Rights Reserved

 EN
EN






































